
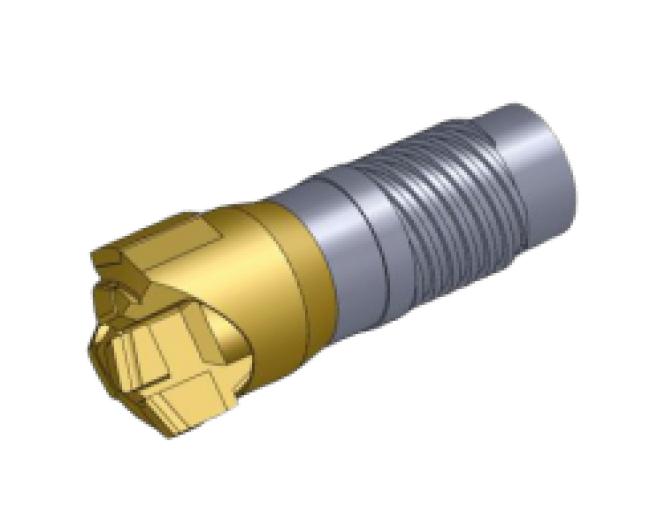
系列BTA管板钻,该产品依托国家重大课题专项 《第三代核电关键零部件蒸汽发生器管板加工用系列化刀具应用示范》研发而成,具有高效,高精度,高稳定性,现已广泛应用于核电、军工、石化、锅炉辅机、制冷、汽轮机、海水淡化等行业管板深孔加工。
产品特征
※刀体采用整体一次性成型,避免刀体对焊产生的质量风险。
※自主知识产权的硬质合金基体材料和涂层,保证钻削的稳定性和高效性。
※全侵入式刃口强化处理保证了钻削过程稳定性。
※管板钻外径公差控制0.01mm以内,保证钻头的高精度。
专利取得
加工案例
|
刀具型号 |
GB6-D16.23-SK64 |
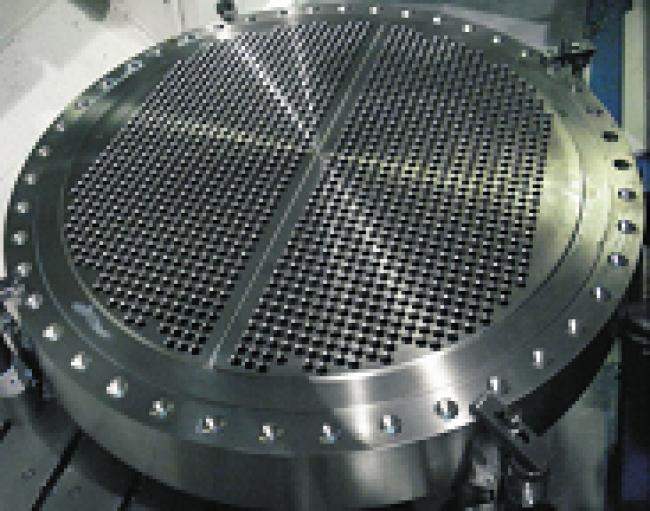
| 工件展示及加工铁屑 |   |
|
被加工材质 |
管板锻件20MnMONb 深度660mm |
|
转速 |
N=1470r/min |
|
进给 |
=90;135;100mm/min |
|
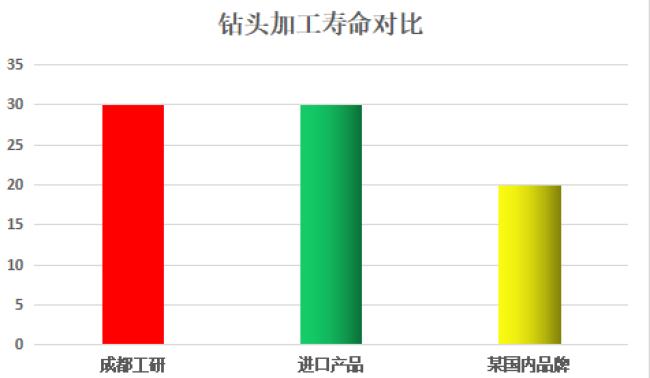
结果 |
相同切削参数之下,我司管板钻头加工寿命和进口相当,高于国产品牌。 |
|
刀具型号 |
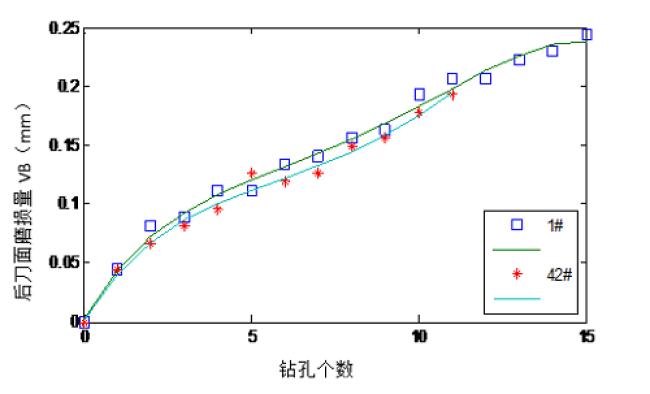
GB6-D17.75-SK64 |
|
磨损量对比数据 |
 |
|
被加工材质 |
材料编号SA508cl.3Gr.2堆焊镍基690合金(800+8mm镍基堆焊层) |
|
转速 |
入口N=800r/min 主轴N=1400r/min |
|
进给 |
=37(入口)mm/min;115mm/min |
|
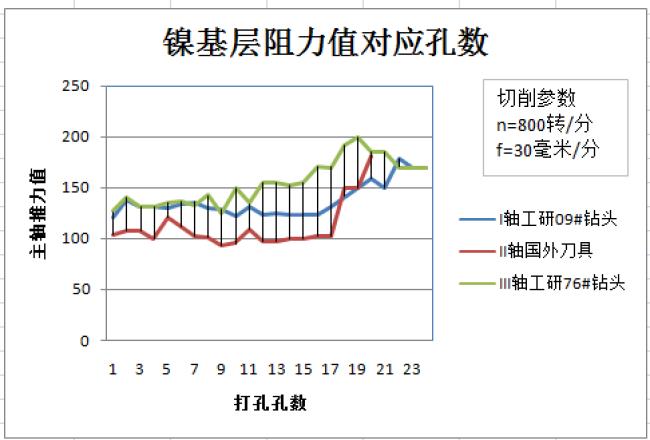
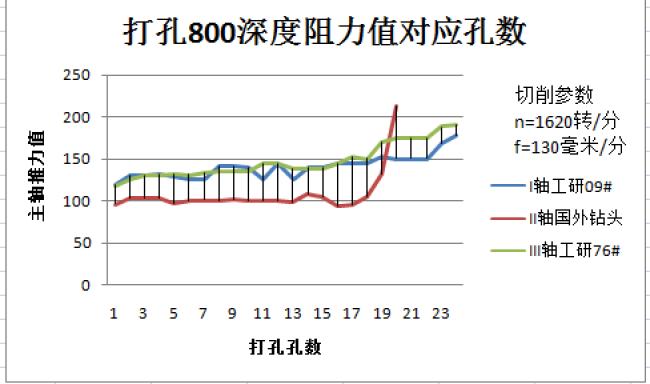
结果 |
实验结果,我司钻头阻力值与进口相当,寿命相当,达到客户使用要求 |
|
刀具型号 |
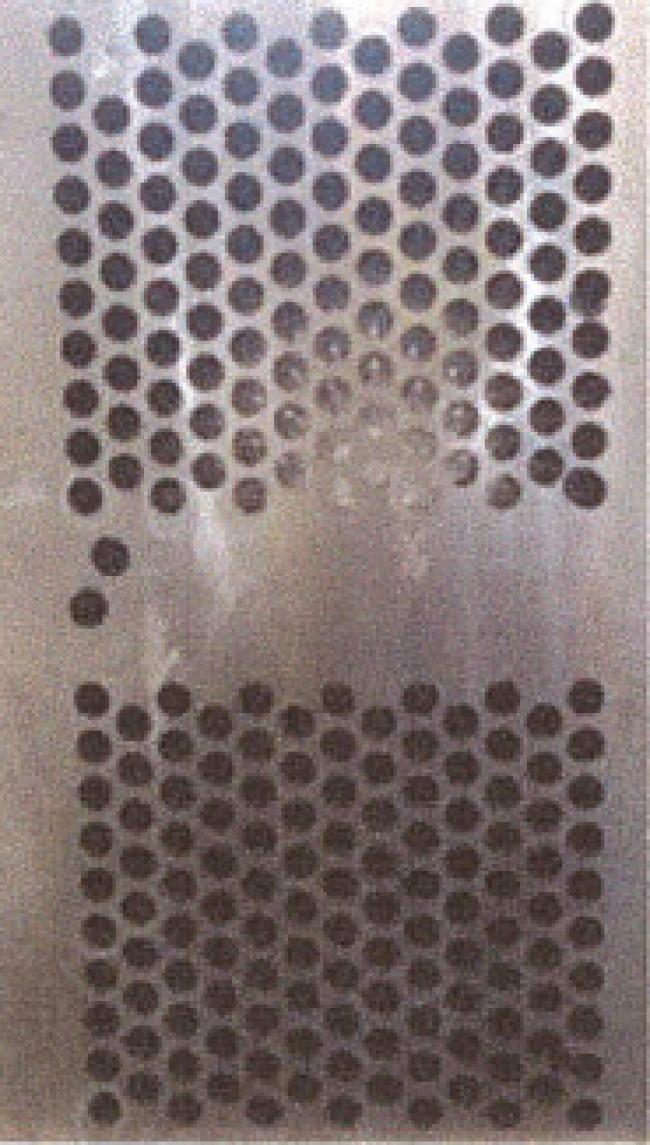
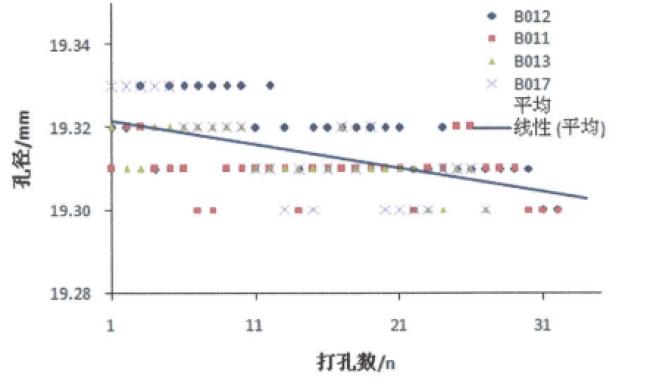
GB6-D19.30-SK64 |
|
工件展示 |
  |
|
被加工材质 |
材料编号SA-266Gr.2堆焊ERNiCr-3(400+6mm堆焊层) |
|
转速 |
主轴N=1350r/min |
|
进给 |
=125mm/min |
|
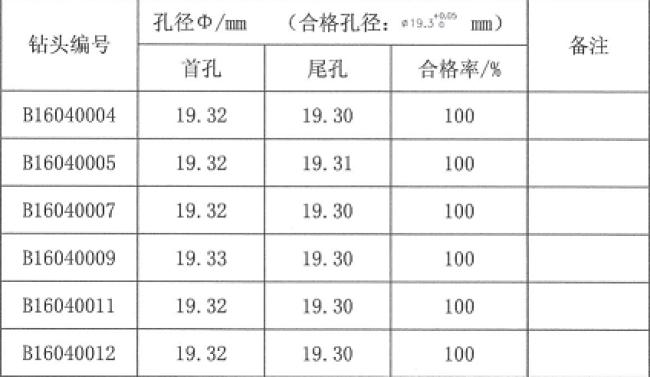
结果 |
实验结果,我司钻头所有孔径均满足19.30(0~+0.05),合格率达100%,满足高精度使用要求。 |
|
刀具型号 |
GB6-D25.30-SK64 |
|
工件展示 |
 |
|
被加工材质 |
材料编号16MnIII堆焊S30403 |
|
转速 |
主轴N=900/min |
|
进给 |
=110mm/min |
|
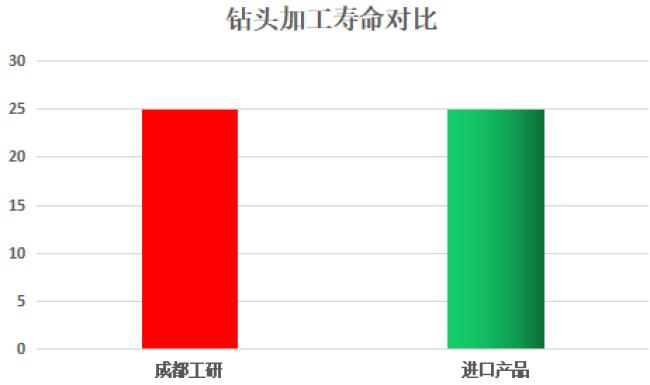
结果 |
通过大批量(2000只)验证工研此规格加工16Mn有效寿命达到20-25m左右,和进口钻头寿命相当,完全达到客户使用要求。 |
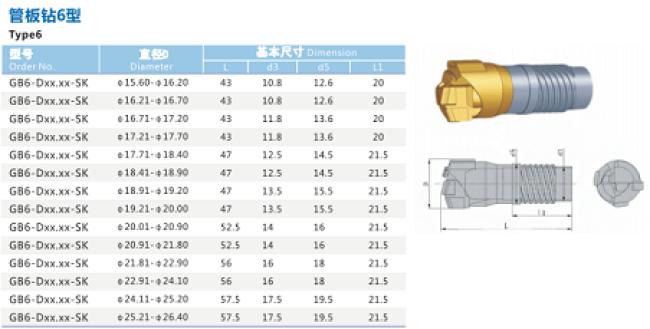
规格型号

主办单位:成都工具研究所有限公司
地址:四川省成都市新都工业大道东段601号
电话:(028)83243828 (028)83242134
邮编:610500